一. 熔喷法介绍
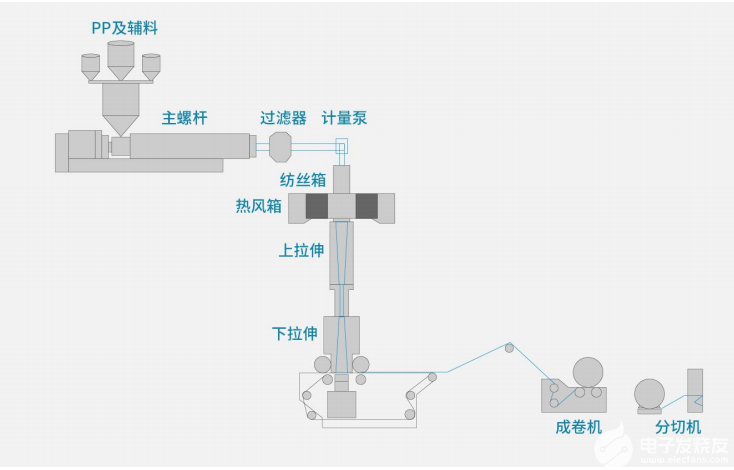
1.熔喷法介绍 熔喷法也是聚合物直接成网法中的一种,它是将螺杆挤出机挤出的高聚物 熔体通过用高速高温气流喷吹或其它手段使熔体细流受到极度的拉伸而形成极 细的纤维,然后聚集到成网滚筒或成网帘上形成纤网,最后经自粘合作用得以加 固而制成熔喷法纤维非织造布。
图 1

熔喷法纤维成型原理熔喷法和纺粘法的异同 相同点 不同点 纺粘法 1. 聚合物要在熔融状态下 有喷丝孔挤出; 2. 纤网经过热粘合或者自 身粘合加固成布; 1. 拉伸形成连续长丝; 2. 加固方式除热粘合外,还有针刺,水 刺,化学粘合手段; 熔喷法 1. 拉伸形成超细短纤维; 2. 主要热粘合和自身粘合加固;
2.熔喷法的生产流程
图 2
熔喷线的生产流程 上述是整个 SMS 复合产线的生产流程,具体工序对应的设备流程如下:图 3
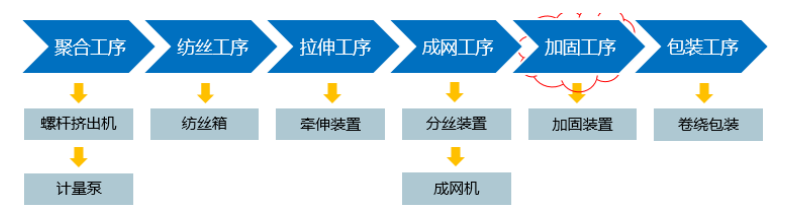
熔喷法工序及设备图 聚合工序:将原材料粒子通过挤出机加热形成溶体,再由计量泵根据需要将溶 体送入喷丝板; 纺丝工序:溶体经过喷丝板形成形成纤维; 拉伸工序:通过二次风作用,将纤维冷却固化; 成网工序:将纤维喷到滚筒或者成网帘上凝结成网; 加固工序:将网通过热粘合或者自身粘合的方式形成布; 包装工序:将布打包成卷;
二. 熔喷法无纺布系统解决方案
1. 方案拓扑图 图 4

熔喷法方案拓扑图 方案配置说明: 1. 方案整套采用网络化设计思路,依托汇川的 CANlink 总线,实时总线速 率可达 1m/s,构建整个方案; 2. 方案驱动采用书本式多传型变频器,配置最新的矢量控制算法技术,在 挤出低速启动时,低频出力大,转矩控制更精准;
2.方案优势
1.轻松安装,快速交付采用共直流母线设计的多传型 MD810 系列,为客户节省 1/3 柜体及低压电 器,节省了安装时间,实现产线的快速安装交付;
2.一站式调试 采用总线控制,驱动一键通讯,节省现场调试工时,提升效率;
3.包装运输更方便 采用张力控制算法,成卷效果更好,包装和运输更方便;
4.节能高效 采用共母线母线连接方式,减少复卷分切过程中的电能浪费,实现多轴电能 互用,综合节能 5%;
5.低频转矩精度高 MD810 采用最新的矢量控制算法,在螺杆挤出机低频时,出力更平稳,转矩控制精度 可达 3%。
6.远程维护方便(选配) 方案采用网络化的设计思路,选配远程物联网模块,可以实现远程的设备维护,工艺 调节,设备监控,产能监控。减少主机厂出差的成本,提高客户满意度。
7.总线支持种类丰富(选配) 支持多种总线搭配,PN,CANopen,RS485,CANlink 等总线方式。网络化搭配更 方便。